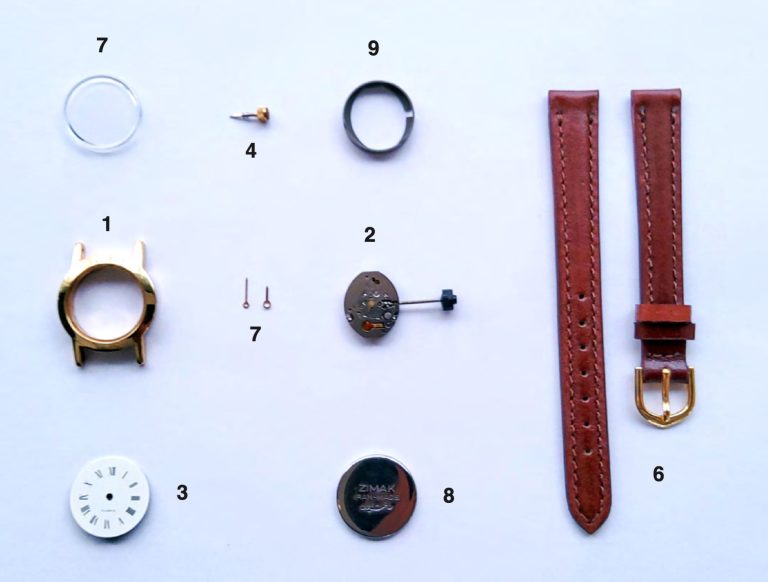
You could produce watches today without owning a factory: Pick parts from catalogs, containing a full range of pre-made cases, movements, dial faces, watch hands, crowns, wrist straps, all the 10 pieces. There are companies all over Europe who do nothing but making them. They are so specialized in what they do that almost every famous brand relies on them, including Rolex, Omega, and many luxury watch companies like Cartier. So why build your own parts?
For starters, this might be an appealing option but not for people with taste. You can’t have your own unique look if you keep building your brand from off the shelf parts. Most watch manufacturers won’t make their own movements but, in most part, many parts are built in house. As we follow the process of watchmaking in this small shop, we’ll see how this shop cares about details of their watches.
Designing the watch case is not that trivial either. There are several types of watch case styles, and the most creative watch designs are not fully water resistant. Water proofing a watch puts so much constraint on its design. The 100 m waterproof Rolexes look more like a submarine! It’s still beautiful because so much thought has been put into designing it. In its components, Rolex design is like a Hasselblad. It has design accents that are picked to give it its unique look. The bevel in Rolex is like the shutter speed dial on Hasselblad. It’s definitely not a Dieter Rams (less is more) design.
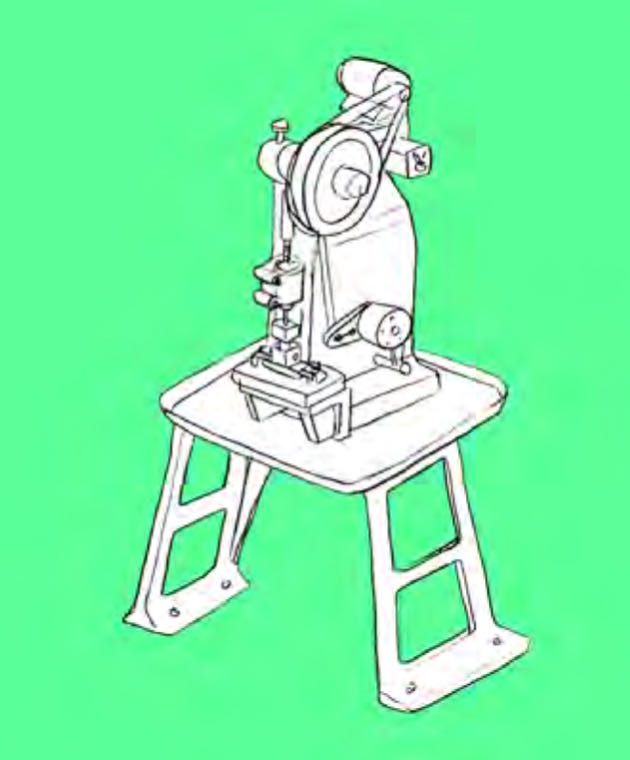
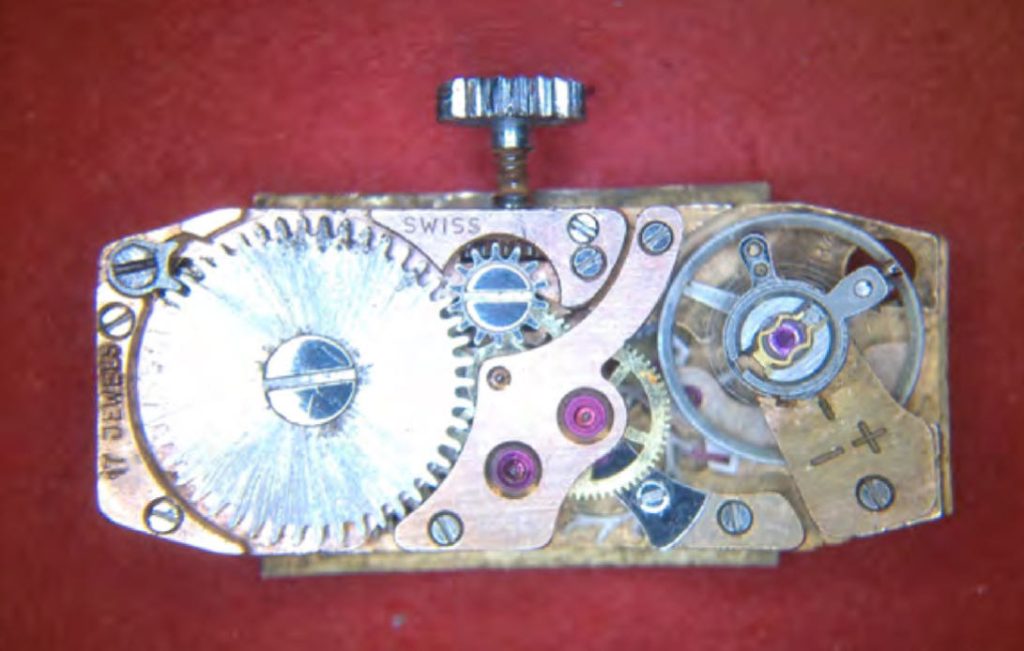
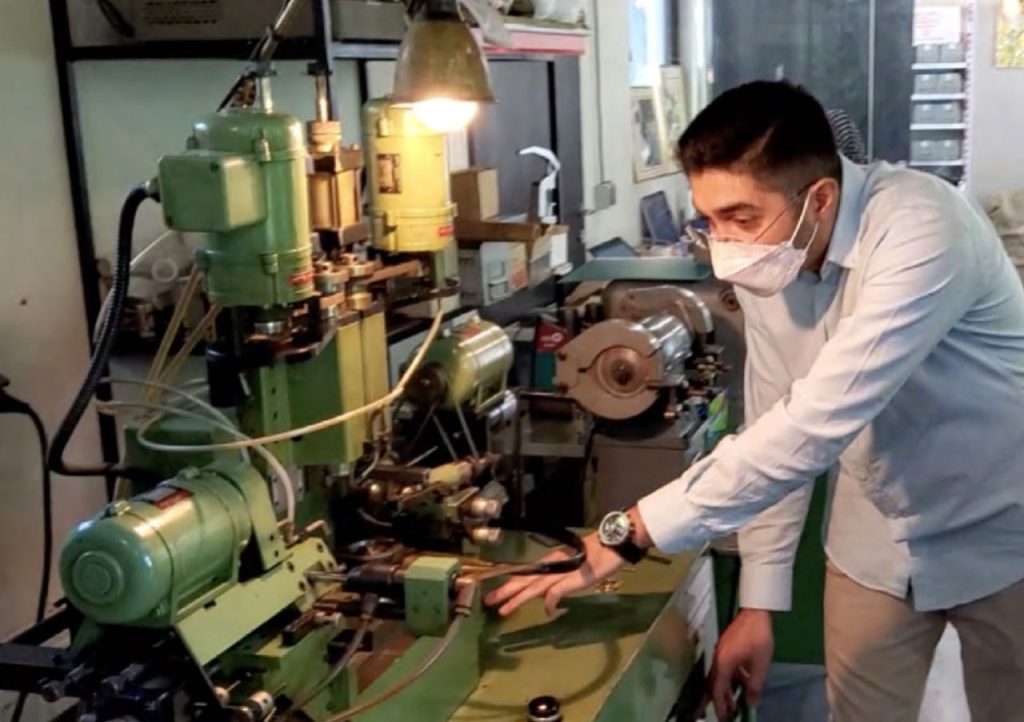
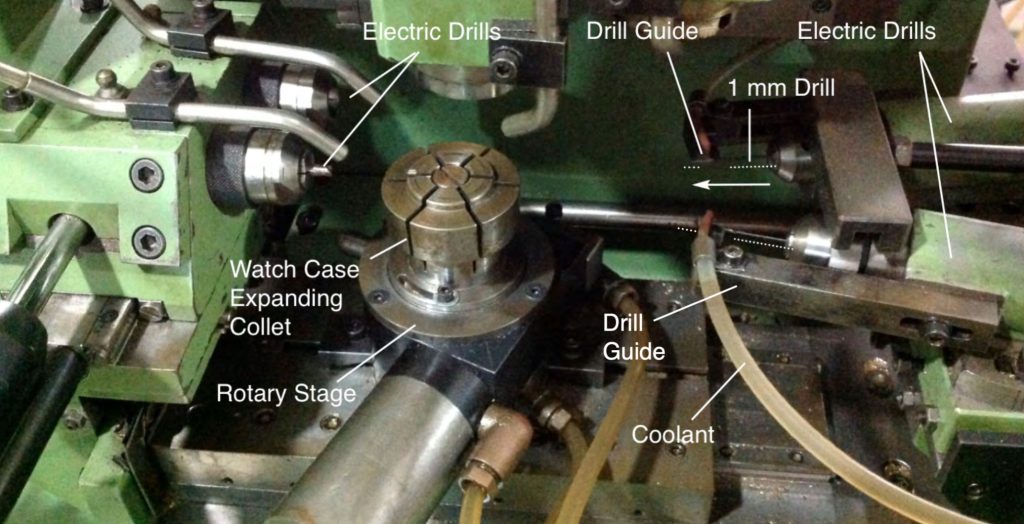
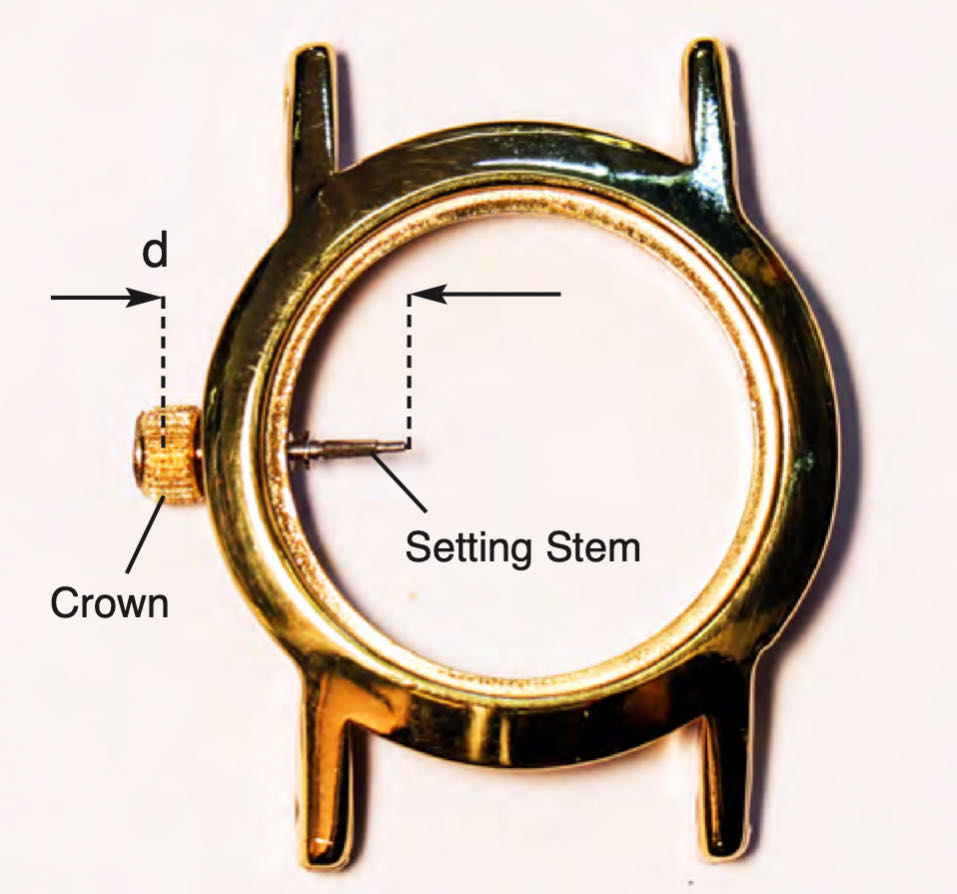
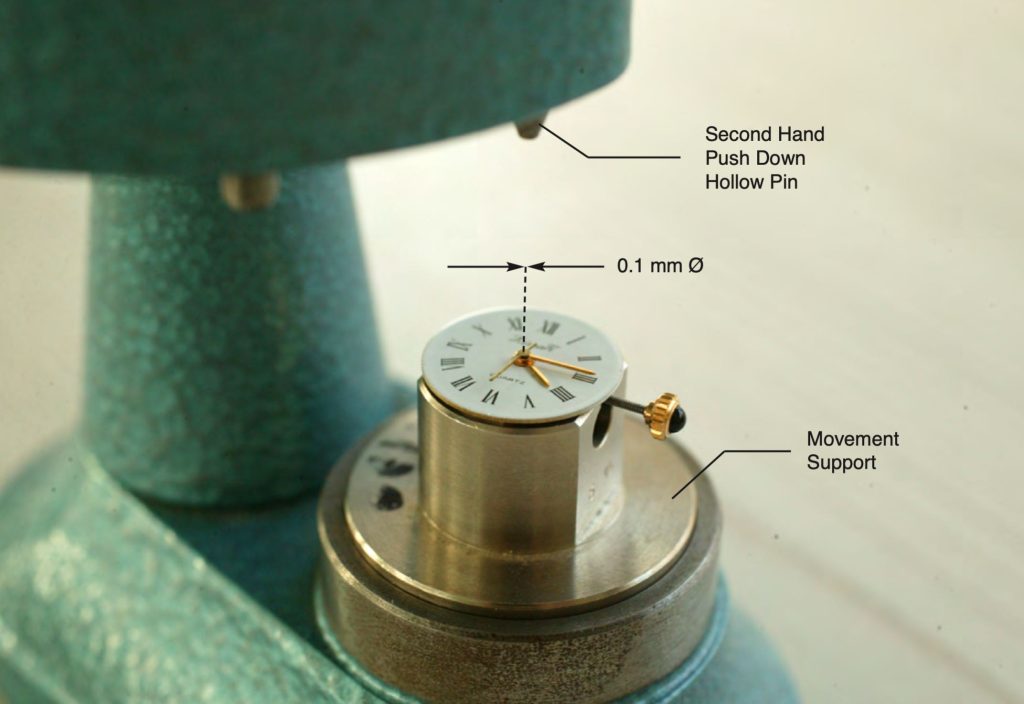
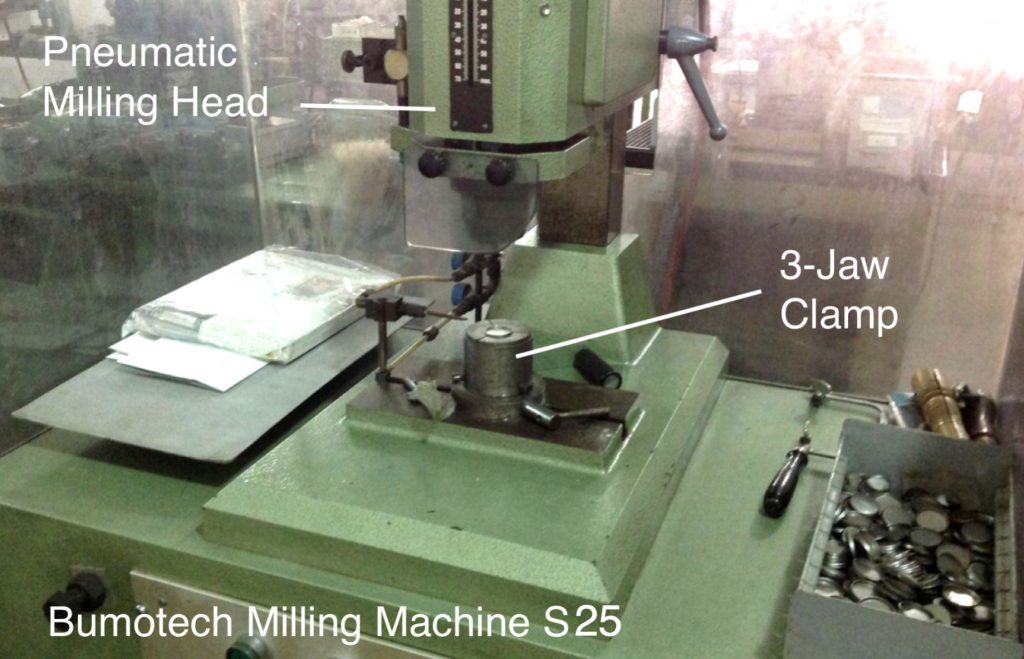
Going back to case design, the simplest watch cases rely on the dial to hold the movement, especially when it comes to Quartz movement that only weighs less than as six times the weight of its battery. Th crown that sets the watch is drilled just beneath dial’s seating plane as shown in this side view illustration. There is one detail in watch case manufacturing that only a few notices: How is the wrist strap securing bores are drilled from the inside, not outside of its lugs? This is a specialized operation that is performed by Julia drilling machine. It’s among the most complex machines that was dis- tributed by a Swiss firm named Bumotec.
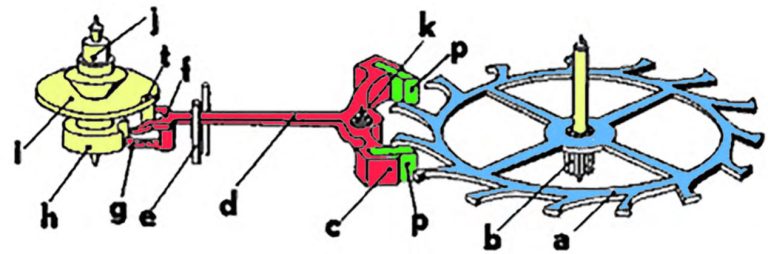
Julia is a pneumatic drilling machine (opposite page) that fabricates all the side bores on a watch case before it goes to polishing. It could perform up to six drilling operations on the watch case; Two from above, and four on the sides. The machine could be programmed to work automatically. The inner bores on the lugs are drilled by a combination of two side drills, and four rotation angles.
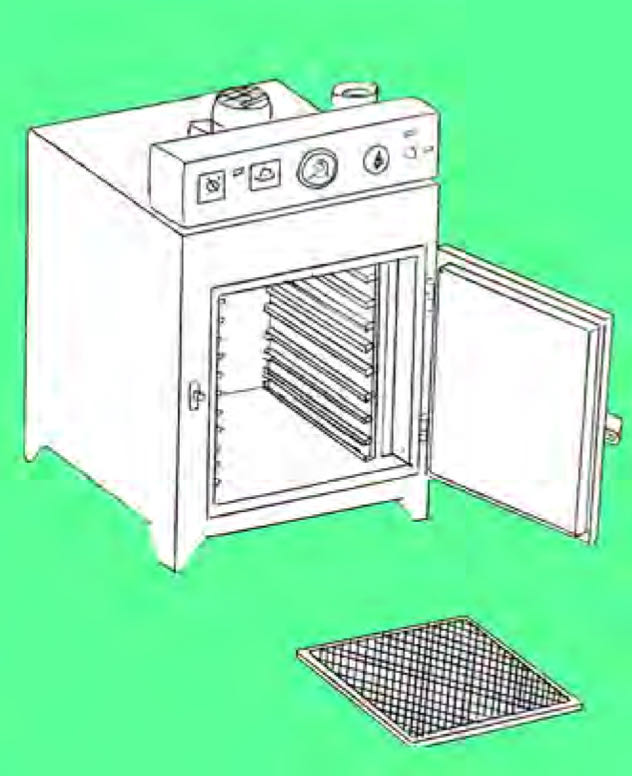
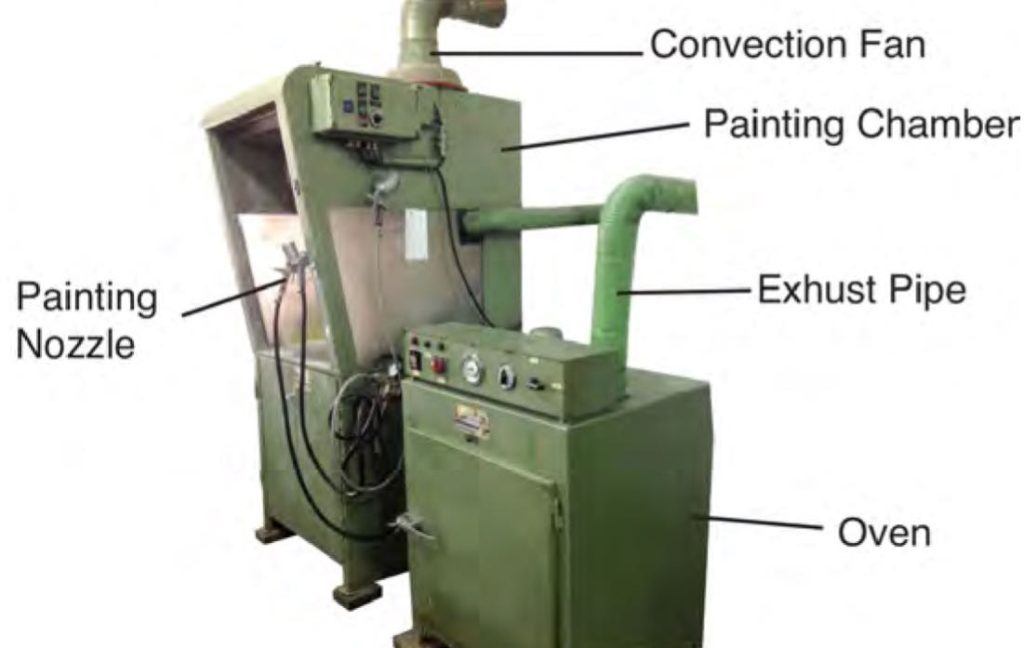
The next step is polishing the case, and metal plating to make the watch case more sweat resistant, and also scratch resistant. For Gold coating, the watch case also receives a thin plastic coating to protect the gold from hand sweat. With proper coating a watch case could maintain its finish for 5-10 years (refer to page 30).